27.09.2021
Recovery optimisation
Auf einen Blick
- Unser Ziel ist die höchste Wertschöpfung aus jedem Stamm. Dafür haben wir für jeden Prozessschritt eine Lösung: von der Lückenoptimierung über die Eindrehung bis zur Diagonalausrichtung und zum bogenfolgenden Nachschnitt. Welche Technologie für Sie sinnvoll ist, entscheiden wir gemeinsam.
- Sie definieren die gewünschte Seitenware, die LINCK Anlage liefert Ihnen ein wertoptimales Ergebnis. Die Seitenwarenoptimierung basiert auf der LINCK spezifischen Auswertung der 3D-Messungen und unseren präzisen Einschnitttechnologien.
- Das Maximum der Ausbeuteoptimierung: Bei der LINCK Volloptimierung berechnet die Anlagensteuerung für jeden einzelnen Stamm ein individuelles Schnittbild mit optimierter Haupt- und Seitenware. So erfährt jeder Stamm, seiner individuellen Form entsprechend, die bestmögliche Verwertung.

Log gap optimisation
The even distance between logs in front of the first chipper canter plays an important role in the production process. In case the log gap is too small, the sawline switches over to stop-and-go operation leading to an unnecessary high mechanical load. A too large gap between the logs reduces the cutting volume resulting in uneconomical non-productive periods. Our software confronts this problem. Log gaps are of course also set by mechanical components such as conveying equipment and feed rollers. The gap is automatically adjusted to guarantee a smooth and continuous production flow.
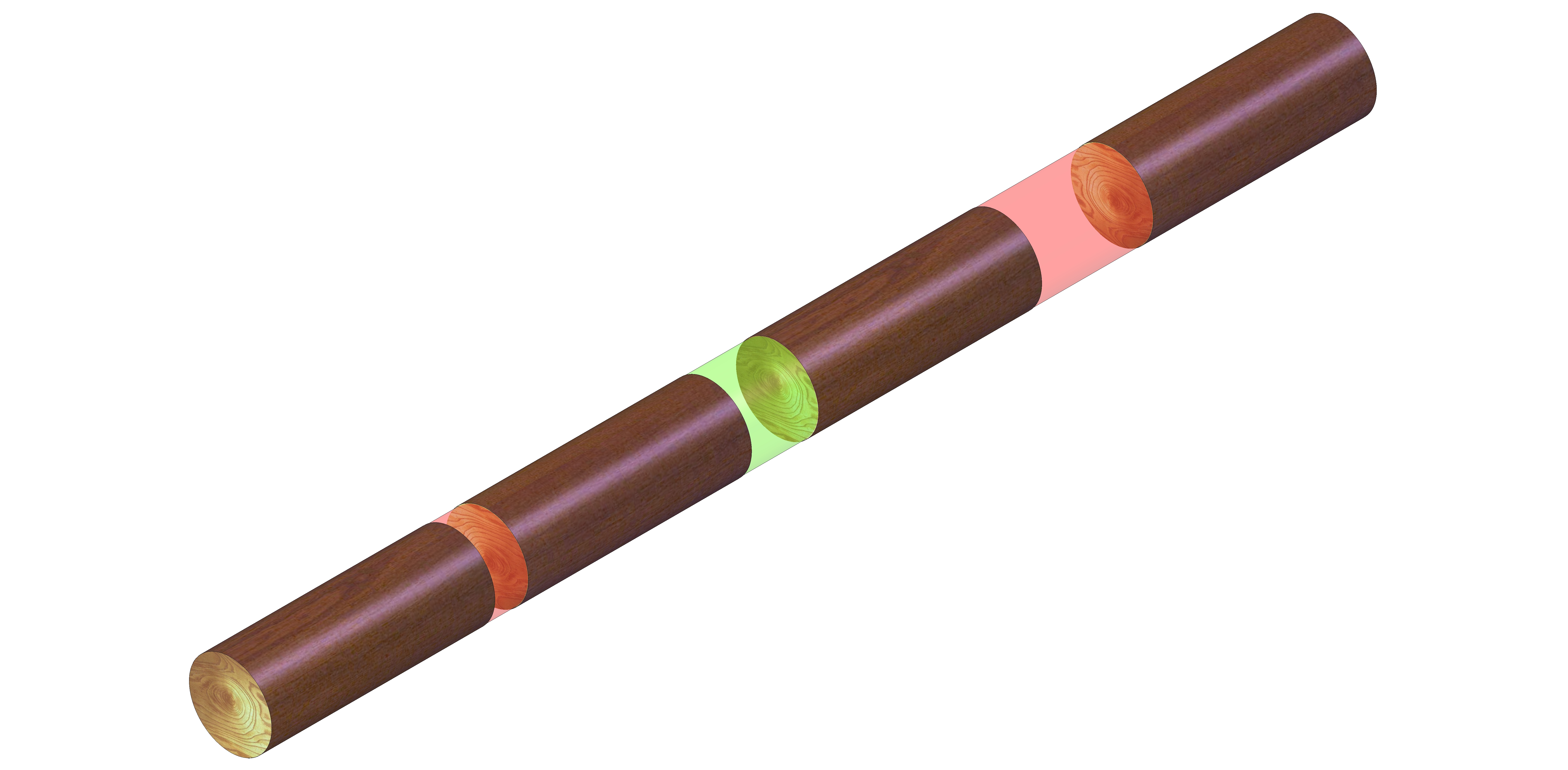
Log rotation
No log is like any other, deviations in shape, i.e. ovality and curve, make each log unique. In order to achieve maximum yield, the cutting pattern, however, has to be specifically placed into the log. A log pattern is therefore generated based on the data from the 3D-scanner which is then turned around the cutting pattern until it has reached its optimum position. At the same time, it is possible to collect the sideboard dimensions with the highest added value or even to set up the whole cutting pattern from the stored board dimensions. Also here, we determine an angle around which the log has to be rotated. This high-precision rotation is then carried out in the chipper canter infeed system. All calculation algorithms are optimized for high throughput and proceed during normal passage without reducing capacity.
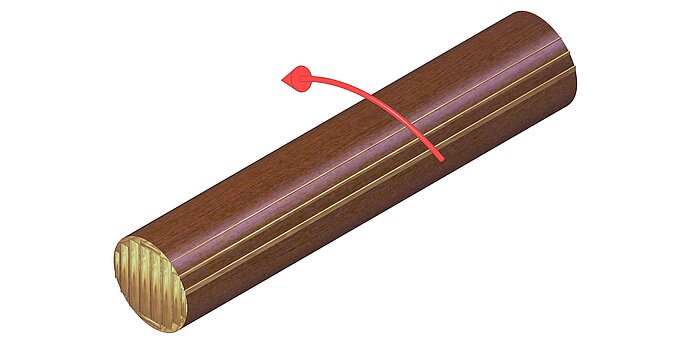


Diagonal alignment
Considerable increase in yield with little effort is achieved by diagonally aligning the two-sided cant prior to its second pass through the chipper canter. A split centering of curved cants in front of the second chipper canter may result in a relatively small four-sided cant. A diagonal alignment of the cant, however, can consider the log curvature and the volume increase by taper in order to increase yield. Based on the 3D-data, it is possible to determine the optimum position of the four-sided cant in the two-sided one and to calculate the roller positions in the infeed system in front of the secondary chipper canter. Lateral positioning of the roller pairs is carried out by means of hydraulic servo cylinders without reducing throughput.
Sideboard optimisation
The optimising programme uses the 3D-data from the log scanner for determining the optimum sideboard thickness, width and position. The permitted dimensions are taken from a table edited by the operator which also includes values. Additional data such as permitted percentage of wane and cutting lengths are also used for determining dimensions. Value-optimised sideboards are the result. The sideboards on the left- and right-hand side can of course differ in dimension, position and in number. The data from the log scanner already supplies precise results. More precise data is supplied by the second scanning system measuring the surfaces of the four-sided cant. In addition to calculating the sideboards, the results of the log scanner are verified.

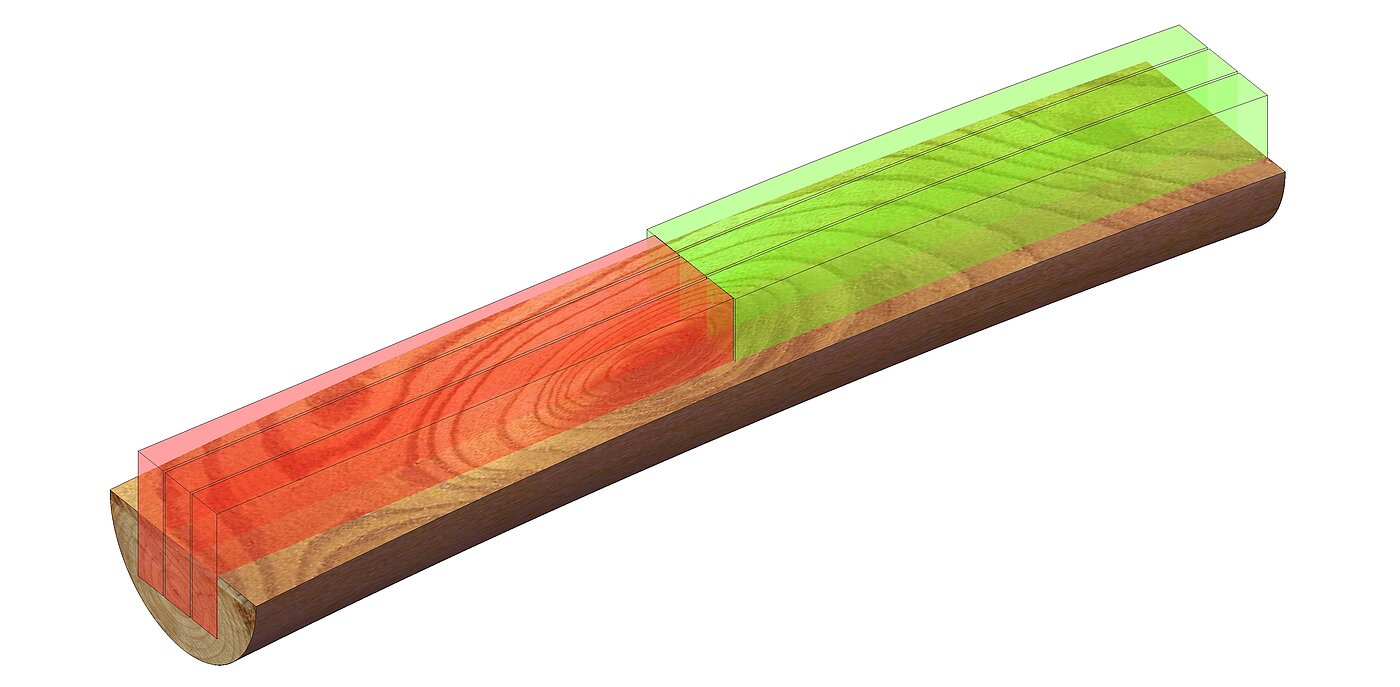
Curve sawing
A considerable increase in yield can be achieved by curve resawing. The log on the left in the graphical display is processed with split taper centering; the log on the right shows the considerably higher yield when being sawn along its curvature. Curve sawing is active, i.e. sawing is not done along the curvature of the log, but along a freely defined run that may contain straight and curved parts.
Full optimisation
The supreme discipline of the LINCK profiling technology: Instead of using predetermined cutting patterns, each log is processed according to its individually calculated cutting pattern. You enter the board dimensions, the LINCK line is doing the rest: Logs can be fed unsorted and in any order. Centre products and sideboard dimensions are stored in editable tables with the corresponding value and are the basis for calculation. Using additional scanning systems makes it possible to consider even heart- and sapwood as well as position of heart and knots.
Result: Highest added value guaranteed.
Work steps
- 3D-scanning
- Cutting pattern definition
- Automatic log rotation in the infeed system of the primary chipper canter
- Production of a two-sided cant (straight sawing)
- 90° turning of the two-sided cant
- Curve resawing in the secondary chipper canter. The chipper canter itself is fixed; the curvature is followed by feeding systems leading to short setting times by not having to move heavy masses.
- Re-optimisation of all sideboards based on the 3D-scanning of the four-sided cant
- After additional 90° turning: Profiling of primary sideboards (straight)
- Sawing and separating of primary sideboards
- Turning and curve profiling of secondary sideboards. The profiling units are fixed; curvature is followed by the feeding units.
- Curve splitting of centre products and sawing of secondary sideboards in a separate machine group
- Separation of sideboards