Utbytesoptimering
Highlights
Auf einen Blick
- Unser Ziel ist die höchste Wertschöpfung aus jedem Stamm. Dafür haben wir für jeden Prozessschritt eine Lösung: von der Lückenoptimierung über die Eindrehung bis zur Diagonalausrichtung und zum bogenfolgenden Nachschnitt. Welche Technologie für Sie sinnvoll ist, entscheiden wir gemeinsam.
- Sie definieren die gewünschte Seitenware, die LINCK Anlage liefert Ihnen ein wertoptimales Ergebnis. Die Seitenwarenoptimierung basiert auf der LINCK spezifischen Auswertung der 3D-Messungen und unseren präzisen Einschnitttechnologien.
- Das Maximum der Ausbeuteoptimierung: Bei der LINCK Volloptimierung berechnet die Anlagensteuerung für jeden einzelnen Stamm ein individuelles Schnittbild mit optimierter Haupt- und Seitenware. So erfährt jeder Stamm, seiner individuellen Form entsprechend, die bestmögliche Verwertung.

Stockluckeoptimering
Det lika stora avståndet mellan stockarna framför den första reduceraren spelar en viktig roll för produktionsförloppet. När stockluckan är för liten, går linjen över till stop-and-go drift som leder till en onödigt hög mekanisk belastning. Ett för stort avstånd mellan stockarna reducerar dock produktionsvolymen och ger outnyttjad produktionstid. Vår mjukvara löser detta problem. Även mekaniska komponenter som transportörer, matningsvalsar osv. används för att reglera stockluckan. Avståndets automatiska reglering garanterar ett lugnt och kontinuerligt produktionsförlopp.
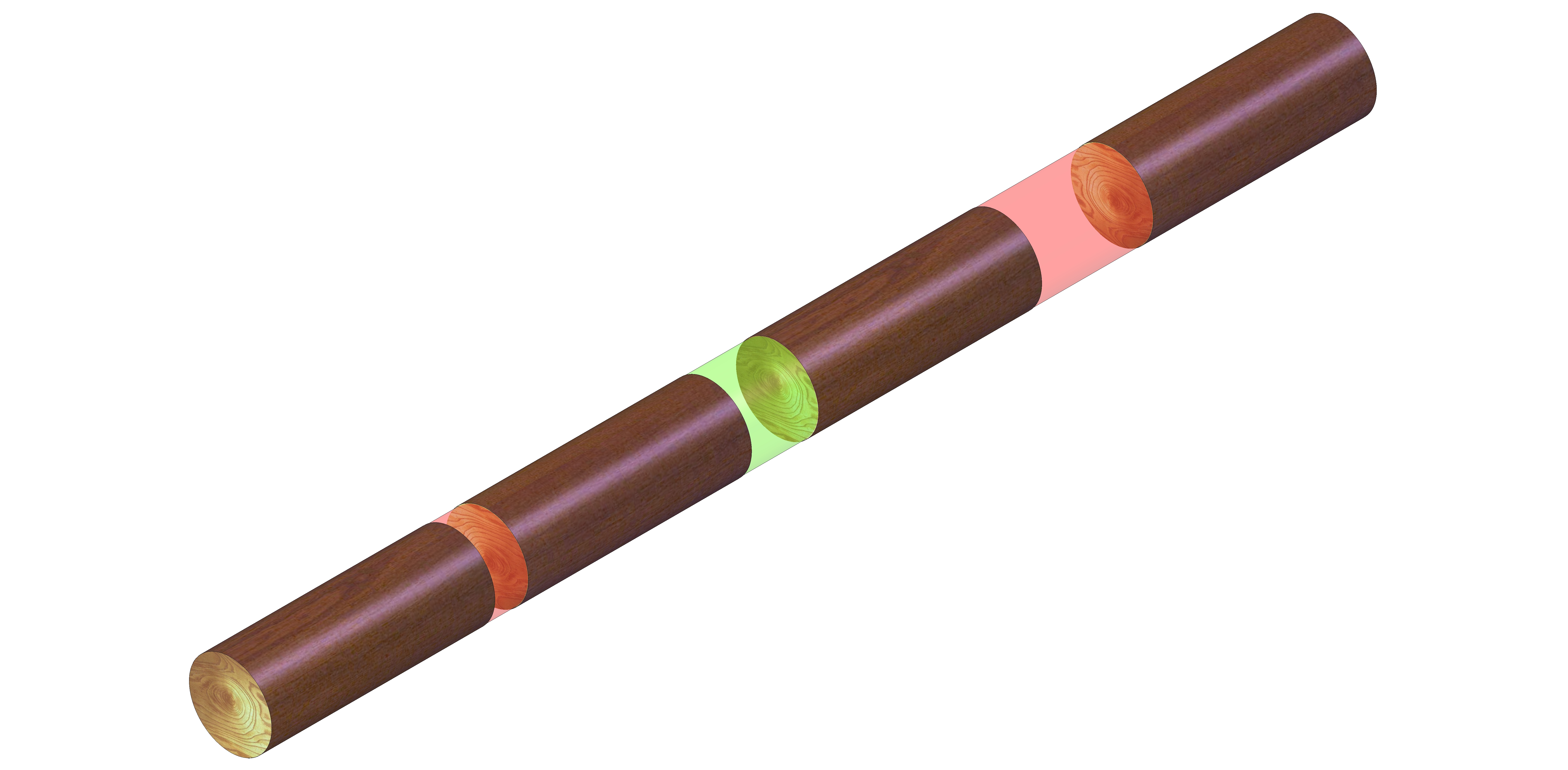
Stockinvridning
Det finns inte två stockar som är lika, avvikelser i formen som ovalitet och kurva gör varje stock unik. För att ändå uppnå det maximala utbytet, måste postningsbilden placeras specifikt i stocken. Baserat på 3D- mätsystemets dator genereras en modell som vrids kring postningsbilden tills den nått den optimala positionen. Samtidigt kan de sidobrädesdimensioner med högsta värdet samlas eller även hela postningsbilder formas med de önskade produktdimensionerna. En vinkel bestäms till vilken stocken måste vridas. Sedan realiseras den mycket precisa rundvridningen i reducerarens inmatningsenhet. Alla beräkningsalgoritmer optimeras för höga kapaciteter och pågår utan kapacitetsreducering under den normala genomtransporten.


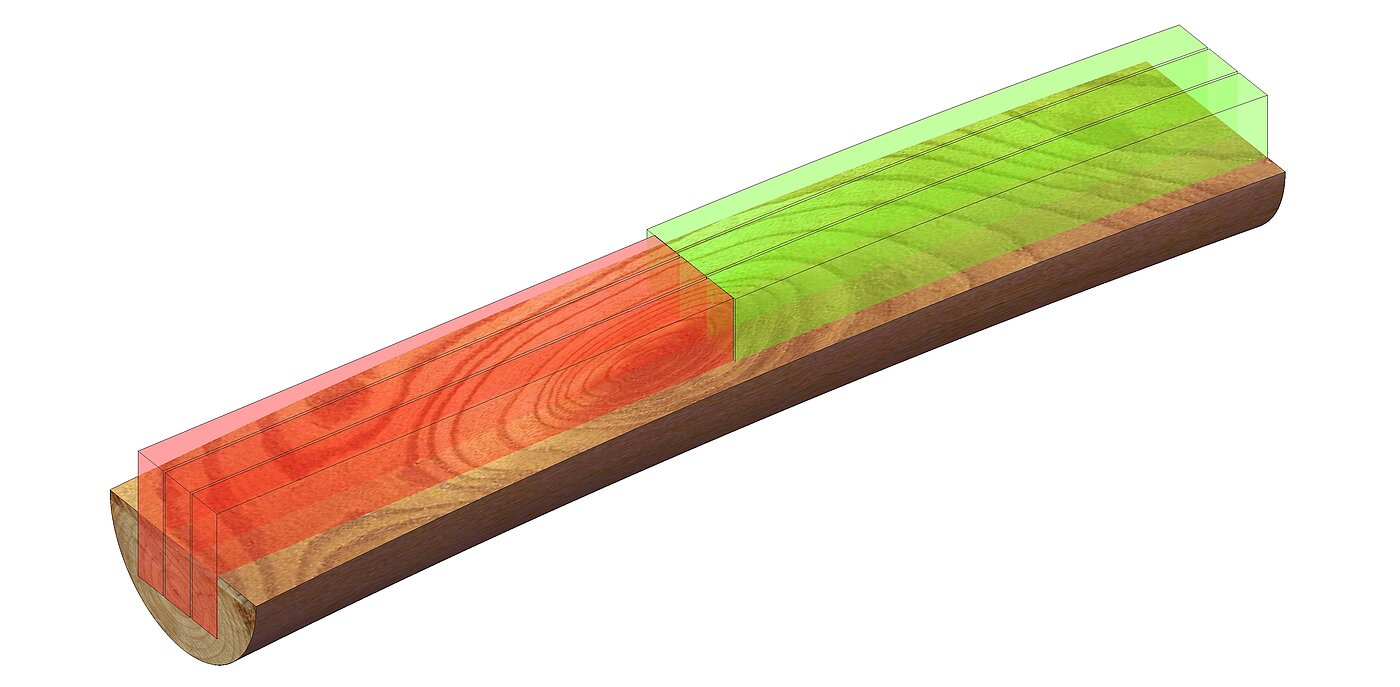
Diagonalförskjutning
Blockets diagonalförskjutning i inmataren till den andra reduceraren resulterar i ett betydande högre utbyte. En mittcentrering av krokiga block före den andra reduceraren kan resultera i ett relativt smalt fyrsidigt block. Blockets diagonalförskjutning kan dock ta hänsyn till stockens krok och volymökning genom avsmalning för att öka utbytet. Baserat på 3D-data bestäms det fyrsidiga blockets optimala läge i det tvåsidiga blocket och det beräknas rullarnas läge i inmatningsenheten framför den andra reduceraren. Valsparens sidoförskjutning sker med hydrauliska servocylindrar. Denna förskjutning utförs i den normala stockluckan och påverkar därför inte kapaciteten.
Sidobrädesoptimering
Optimeringsprogrammet använder stockmätningens 3D-mätdata för att bestämma sidobrädornas optimala tjocklek, bredd och läge. De tillåtna dimensionerna tas från en tabell som redigeras av användaren och som också innehåller en prissättning för de olika produkterna. Ytterligare data som till exempel vankantsandel och avkapslängder används till dimensionsbestämmelsen. Resultatet är värdeoptimerade sidobrädor. Naturligtvis kan sidobrädorna på vänster och höger sida variera i dimension, position och antal. Stockmätsystemet levererar redan precisa mätdata. Mer exakta uppgifter levereras av ett andra mätsystem som mäter blockets bleke. Förutom att sidobrädorna beräknas, kontrolleras också stockmätningens resultat igen.

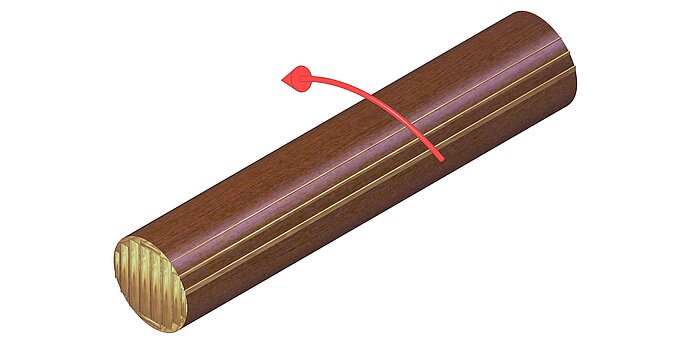
Kurvsågning
Beroende på stockens form uppnås en betydande utbytesökning med kurvsågning i delningssågen. Stocken på grafikens vänstra sida sågas med mittcentrering; stocken på höger sidn visar det avsevärt högre utbytet när den sågas längs kroken. Kurvsågningen är aktiv, dvs. att sågningen inte görs längs stockens kurva men längs en fri definierad linje som kan innehålla raka och krokiga delar.
Heloptimering
LINCK profileringsteknikens högsta disciplin: I stället för att använda förbestämda postningsbilder, beräknas postningsbilden individuellt för varje enskild stock. Du anger de önskade produktdimensionerna, såglinjen gör resten: Stockarna kan matas in osorterade. Plank- och sidobrädesdimensioner lagras i redigerbara tabeller med motsvarande värde och är förutsättningen för beräkningen. Genom att använda ytterligare mätystem är det möjligt att även ta hänsyn till kärn- och splintved samt märgläge och kvistighet.
Resultat: Garanti om högsta möjliga värden.
Arbetssteg
- 3D-mätning
- Bestämmelse av postningsbilden
- Automatisk stockinvridning i inmatningsenheten framför den första reduceraren
- Produktion av ett tvåsidigt block (raksågning)
- 90° blockvändning
- Kurvsågning i den andra reduceraren. Reduceraren är fast och kurvan skapas med matningssystemet. Eftersom man inte behöver flytta tunga massor, kräver detta endast korta ställtider.
- Reoptimering av alla sidobrädor baserat på blockets 3D-mätning
- Efter en ytterligare 90° blockvändning: Profilering av sidobrädor från kantsågning (rak)
- Sågning och separering av sidobrädor från kantsågning
- Vändning och kurvprofilering av sidobrädor från blocksågning. Profileringsaggregaten är fasta, kurvan följs med matningssystemet.
- Kurvsågning av plank och sidobrädor i en separat maskingrupp
- Sidobrädesseparering